





Foret étagé en carbure pour acier inoxydable et aluminium

Application du produit
L'excellente adhérence entre le revêtement et le substrat garantit la stabilité du traitement et prolonge la durée de vie de l'outil.
La surface de revêtement lisse réduit la résistance à la coupe et améliore la résistance à l'usure des outils
Convient pour : l'acier, l'acier inoxydable, l'aluminium, la fonte et l'acier très dur. Largement utilisé dans l'aérospatiale, la fabrication automobile, la fabrication de téléphones portables, l'emballage de puces et d'autres industries.
Avantages du produit
OPT est différent : pionnier de la technologie et de l’innovation depuis plus de 25 ans.
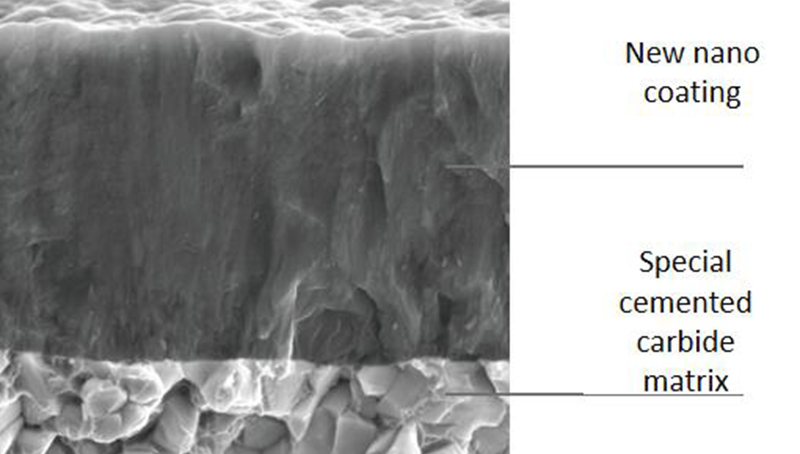
Le revêtement utilisé par OPT est 40 % plus résistant que le revêtement ordinaire.
Une nouvelle technologie de revêtement « nanostructure » est adoptée et la structure du revêtement est compacte.
L'excellente adhérence entre le revêtement et le substrat garantit la stabilité du traitement et prolonge la durée de vie de l'outil.
La surface de revêtement lisse réduit la résistance à la coupe et améliore la résistance à l'usure des outils.


L'application de nos outils de coupe dans l'industrie horlogère
Nos forets sont spécialement conçus pour absorber les impacts forts.
Les chiffres parlent d'eux-mêmes.Testés dans les mêmes conditions, nos embouts ont survécu de plus de 30 % à ceux d'autres sociétés.
1. La pointe du foret en carbure est facile à craquer
2. La pointe est percée avec un foret en acier tungstène renforcé
Vous pouvez utiliser des outils d'application spécialement développés et utilisés par des professionnels qualifiés.
La technologie parlez-en à vos techniciens de production.Vous pouvez également nous faire part de vos besoins, notre société pour vous proposer un ensemble complet de solutions


Personnalisation d'une variété de spécifications
Selon les différentes conditions de traitement des clients, des trépans en carbure personnalisés ou des trépans en acier rapide de métallurgie des poudres
Taille carrée de la tige selon les exigences du client pour répondre à différents montages.
Couverture complète, focus sur le design
Selon les différents matériaux de traitement, nous pouvons concevoir différents produits de forage !Cela apportera aux clients une plus grande efficacité et des coûts de production réduits !


Excellente gestion des rainures
La méthode de traitement de haute précision est utilisée pour traiter la finition de la rainure et de la goulotte en fer, ce qui réduit la résistance à la coupe du trépan en alliage et peut décharger la goulotte en fer plus rapidement, réduisant ainsi la chaleur de l'outil et améliorant la durée de vie du trépan.
Gestion des détails des points de perçage
Excellent traitement des détails de la pointe, peut augmenter la résistance de la pointe du foret, réduire le bord du foret en carbure, augmenter la durée de vie du foret en acier au tungstène, améliorer l'efficacité de production de l'usine.

Principales fonctions et avantages
Nous fournissons un service à guichet unique ;
Nous pouvons traiter les OEM et ODM pour les clients ;
Peut fournir des conseils techniques
Fournir des solutions pour la production d'outils
Garantie à vie sans souci
Si votre outil en alliage dur a besoin d'être meulé, vous pouvez également nous trouver pour le meulage, en même temps, nos outils fourniront un service après-vente, s'il y a des problèmes d'outils ou des problèmes de production, nous serons en service 24 heures sur 24 et résoudrons !

Nous sommes un fabricant professionnel de découpeurs personnalisés
Fraise en carbure de tungstène PROCESSUS DE PRODUCTION


Étape 1 : Utiliser des matières premières de qualité
Étape 2 : Rectification du profil

Étape 3 : Fente et affûtage de l'outil selon le dessin

Étape 4 : Affiner le fil

Étape 5 : Revêtement

Étape 6 : Inspection
Nous disposons de 80 ensembles de différents centres de meulage, qui peuvent répondre plus rapidement au cycle de livraison du client.

Notre atelier de production équipement de production rectifieuse CNC en acier au tungstène, rectifieuse de tarauds, rectifieuse CNC, alésoir et fraise, bien sûr, il existe une variété de personnel de conception et de production professionnel




| Diamètre du foret plage d1(m7) | Rapport de profondeur de forage (1/d) | Mode refroidissement | Forme de tige | Modèle de commande | Dimensions de base (mm) | remarques | ||||
| Jarret diamètre | Total longueur | Fente longueur | Recommandé profondeur de perçage | enrobage | ||||||
| d2(h6) | 11 | 12 | 13 | |||||||
| 2 ~ 2,5 | 3 | Refroidissement externe | Queue droite | d113*d2*11*3D | 3 | 58 | 13 | 9 | ||
| 5 | Refroidissement externe | Queue droite | d1*13*d2*l1*5D | 3 | 58 | 18 | 14 | |||
| 2,55 ~ 2,95 | 3 | Refroidissement externe | Queue droite | d113*d2*11*3D | 4 | 58 | 13 | 9 | ||
| 5 | Refroidissement externe | Queue droite | d1*13*d2*11*5D | 4 | 58 | 18 | 14 | |||
| 3 ~ 3,5 | 3 | Refroidissement externe | Queue droite | d1*13*d2*11*3D | 4 | 62 | 20 | 14 | ||
| 5 | Refroidissement externe | Queue droite | d1*13*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 3.6~4 | 3 | Refroidissement externe | Queue droite | d1*13*d2*11*3D | 4 | 58 | 20 | 14 | ||
| 5 | Refroidissement externe | Queue droite | d113*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 8 | Refroidissement interne | Queue droite | d1*13*d2*l1*8D | 4 | 72 | 34 | 29 | |||
| 4~4.9 | 3 | Refroidissement externe | Queue droite | d113*d2*11*3D | 5 | 66 | 24 | 17 | ||
| 5 | Refroidissement externe | Queue droite | d1*3*d2*11*5D | 5 | 74 | 34 | 26 | |||
| 8 | Refroidissement interne | Queue droite | d113*d2*11*8D-C | 6 | 95 | 57 | 46 | |||
| 5~6.0 | 3 | Refroidissement externe | Queue droite | d1*13*d2*11*3D | 6 | 66 | 28 | 20 | ||
| 5 | Refroidissement externe | Queue droite | d1*13*d2*11*5D | 6 | 82 | 42 | 32 | |||
| 8 | Refroidissement interne | Queue droite | d1*13*d2*I1*8D-C | 6 | 95 | 57 | 47 | |||
Tableau applicable des matériaux traités
| nombre | Matériaux transformés | |||||||||
| Acier doux HB≤ 180 | Carbone et alliage aciers | Acier pré-trempé, acier trempé | acier inoxydable | fonte | Fonte ductile | alliage d'aluminium | chaleur- résister tous | |||
| ~40HRC | ~50HRC | ~60HRC | ||||||||
Remarques:
1. Si le foret 3 ou 5 fois nécessite un refroidissement interne, veuillez le noter lors de la commande, suivi de C ;
2. La poignée est droite par défaut. Si vous avez besoin d'autres normes de poignée, veuillez vous référer à nos matériaux de poignée ou à nos dessins pour confirmation ;3. L'angle supérieur par défaut est de 140 degrés.Si d'autres angles sont requis, veuillez marquer ou vous référer au dessin ;
4. Si les paramètres de commande ne correspondent pas à ceux de notre société, vous pouvez en informer notre service client et nous serons ravis de vous fournir des dessins pour confirmation ;
5. Le cutter n'est pas revêtu par défaut.Si un revêtement est requis, veuillez informer vos exigences ou les matériaux traités.
Catégories de produits
-

Alésoir à rainure droite pour toutes sortes de c...
-

Forets hélicoïdaux en carbure, foret étagé en carbure pour St...
-

Forets pour l'usinage de matériaux en acier très durs
-

Foret pour l'usinage de matériaux en alliage d'aluminium
-

Forets hélicoïdaux en carbure à cannelures, Machine CNC aussi...
-

Foret à refroidissement interne pour machines à trous profonds...





